3D-vision-guided robotics: 3D vision system guides robotic windshield placement

Automobile manufacturers are employing vision-equipped robotic insertion systems to ensure the correct placement of vehicle closures such as windshields, hoods, trunk lids and doors. When deployed on the production line, these systems are used to pick up and accurately place everything from the roof panels to windshields and load them onto the car body's framework. These part loading or insertion applications are a real challenge for vision system designers due to several factors.
First is part variability. Successful automobile manufacturers must be able to efficiently produce a variety of different vehicles. While efficiencies can be gained by making several vehicle models on an assembly line, it's rare for different models to use the same components or subassemblies. For example, vehicle closures typically have different shapes and sizes for each vehicle model. Moreover, even the same trunk lid for a particular model will have part-to-part and reproducibility variations, and may be painted different colors, which can impact the measurement accuracy of a vision system.

The next challenge is lighting. It's difficult to nail down the lighting requirements because individual parts vary greatly in their spectral properties, features, and shape. If an illumination system is incorrectly chosen, the resulting images may not be easily processed by the machine vision software.
Last but not least are environmental challenges. Vibration of machine parts, lighting or the camera system can result in blurred images that negatively impact measurement precision or impede the finding of edges. Water, vapors and mists on the lens affect image quality, and dust and dirt may disturb the optical path by scattering, reflection and absorption. Temperature disturbances can lead to more image noise and may result in faulty image analysis.
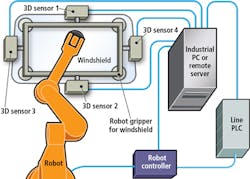
To address all of these challenges, engineers at Bluewrist Inc. (Markham, ON, Canada; www.bluewrist.com) have designed a 3D machine vision system that uses its EzRG advanced robotic guidance software and Gocator 2300 series 3D profile sensors from LMI Technologies (Delta, BC, Canada; www.lmi3d.com) instead of conventional industrial cameras to guide a robotic windshield insertion system.
"The Gocator is much more robust when it comes to locating or taking measurements under all of these conditions," explains Bluewrist President Najah Ayadi. "The technology is inherently immune to the light and color variations encountered in these applications because of its automatic exposure control. A built-in temperature sensor makes it less susceptible to temperature variations, and the high-speed of acquisition allows us to track certain seams and edges in real time to achieve high guidance accuracy and reduced cycle times."
The EzRG windshield insertion system integrates true, six-degree-of-freedom, 3D machine vision with robotic automation by mounting four Gocator 2300 series 3D smart sensors on the robot end effector. The EzRG software runs on a standard industrial PC or remote server and interfaces with the 3D sensors, robot controller and production line controller. When the car body arrives at the windshield insertion station, the line PLC signals the robot to pick up the glass and move it close to the aperture in the car body. As the glass nears the insertion point the sensors measure actual aperture position using three or more features on the aperture.
To do this, each 3D sensor projects a red 635nm laser line across the four edges of the windshield and aperture. Reflected laser light is then digitized by a factory-calibrated 1.3M pixel camera embedded in each Gocator. After this reflected light is captured, the Gocator's built-in measurement tools determine the x, y and z coordinates of the features and sends data to the EzRG software, which Bluewrist has running on an industrial PC from Advantech (Taipei, Taiwan; www.advantech.com).
The EzRG software calculates transformation data in six degrees of freedom, then sends the results to the robot controller. The robot uses the calculated transformations to guide the windshield into position on the aperture and insert the glass.
"The calculation takes less and 0.5 seconds and the system can achieve a guidance accuracy down to 0.2 mm," says Ayati. The EzRG software then saves the measurement data to a database for sharing throughout the production system, and signals the line PLC that the operation is complete. The line PLC then signals the production system to move the car body with windshield precisely installed to the next station for secondary operations.
In addition to windshields, the EzRB software is also used for other closure operations such as roof, hood and door insertions. Larger parts such as roof panels may require six or eight 3D sensors, notes Ayadi. Since its introduction, the Bluewrist EzRG closure insertion system has been delivered to certain automotive OEMs in North America and China to improve quality while reducing cycle times, costs and risks to assembly operators.