Vision system grades moving food products

Machine-vision system grades surface defects, size, and weight of 20,000 pounds of potatoes per hour
By Andrew Wilson,Editor
Inspecting and grading food products manually are time-consuming, tedious, error-prone, and labor-intensive tasks. In addition, human inspectors generally deliver unreliable, subjective results that can vary from day to day. Finding and training qualified inspection personnel are also difficult and expensive procedures. As a result, food vendors are installing machine-vision inspection systems to automate grading and sorting processes and to eliminate many manual-inspection problems.
By decreasing the amount of handling and the inaccuracies associated with manual inspection procedures, automated machine-vision systems deliver higher-quality and lower-cost food products for consumers, while increasing vendor margins associated with food production and distribution. Moreover, these inspection systems save labor costs and improve the objectivity of grading results.
But installing automated machine-vision systems in the food industry is a nontrivial task. Unlike the inspection of manufactured parts and components that are well defined in structure, the diversity and variation in the characteristics of food products generate large measurement deviations. These deviations complicate the writing of inspection algorithms and the designing of machine-vision measurement accuracy.

Machine-vision systems targeted at food-inspection applications can quickly inspect and sort a range of products. Due to the large amounts of food products that need to be inspected in a short time period, linescan cameras coupled to high-speed image processors are often used to perform the image-processing tasks. Using off-the-shelf frame grabbers, digital-signal-processor boards, and development software, engineers at ENSCO (Springfield, VA) have developed a patented machine-vision system capable of inspecting up to 20,000 pounds of potatoes or tomatoes per hour. Dubbed PROSORT, this automated grading and sorting system can inspect the quality of potatoes or tomatoes based on their exterior and interior characteristics, size, and weight (see Fig. 1). In some food-inspection applications, conveyor belts run at speeds of 400 ft/min and the machine-vision system must inspect more than 1200 food items/min.
Surface checksCommissioned by the largest potato grower in Idaho, the PROSORT system is designed to inspect the entire surface of the vegetable. "To do so," says John Perry, ENSCO division manager, "meant that a top-down approach could not be used." Instead, it was necessary to singulate and inspect each potato as it traveled along a conveyor belt. To accomplish this task, Perry and his colleagues developed a dual-conveyor system with a gap of three inches between the ends of two belts. During operation, the machine-vision system acquires a three-dimensional view of the product's surface area while the potatoes are moving in "free flight" from one conveyor belt to another conveyor belt. "Compared to manual inspection, where only 50% of the surface of the product is inspected, PROSORT doubles the quality of the inspection process for each item," says Perry.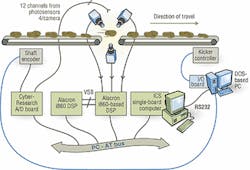
FIGURE 2. Using off-the-shelf linescan cameras, frame grabbers, and PC-based add-in boards enabled ENSCO to rapidly develop its high-speed food-product inspection system. During operation, data captured from three linescan CCD cameras separated by 120° are used to form a 360° profile of every potato. Stored images are then processed by two i860-based processors, combined with color data obtained from photocells, and then used to trigger kickers or actuators to move classified potatoes onto downstream conveyors.
To image the potatoes while they are in free flight between the two conveyor belts, the PROSORT system uses three CL-C3 512 X 1-bit digital linescan cameras from Dalsa (Waterloo, Ont., Canada). These three cameras are positioned 120° apart in a circle to obtain a complete 360° image of the product (see Fig. 2). All three cameras are interfaced to the host PC using an i860-based FT200 frame-grabber board from Alacron (Nashua, NH). As each potato enters the cameras' fields of view, a preset gray-scale threshold is set in the look-up tables at the input of the frame-grabber board. Imaging data are then captured until the potato leaves the cameras' fields of view. Then, the original data threshold level is restored. During this period, the frame-grabber board builds three two-dimensional maps of the potato's surface.
"Because each camera runs at 15-MHz data rates," says Perry, "a massive amount of data is collected." In the AT-based design, it was impossible to transfer these data to the host PC for processing. Instead, computing the shape, size, and color of the potato was accomplished by programming the i860-based board using Intel-based development tools. For the potato application, however, it was necessary to deploy a second i860-based frame grabber in the AT-based PC-chassis. Although this board does not perform image-capture functions, it shares data over its on-board VSB bus. This approach can transfer image data at rates to 160 Mbytes/s to two separate i860-based boards as the data are captured.
Image processingAfter data capture, the three 120° surface images of the individual potatoes are stored in the on-board memory of the i860-based frame-grabber board. Transferring image data over the VSB bus to the second i860 board allows image data to be processed in parallel. "Image data captured as 8 bits of gray scale," says Perry, "are then used to measure potato shape, elongation, and cracks." This information is vital for the next stage of processing, where potatoes must be sorted onto different conveyor belts depending on their measured features.The full surface of every potato is inspected in three views by the second processor board to detect a variety of defects, such as surface cracks, grooves, dark blight blotches, cuts, and scrapes. Linear features are detected in a software-based Hough transform. The uniformity of surface brightness is evaluated via the normalized magnitude of the second derivative.
Fresh cuts on the potatoes are detected as areas of uniform high brightness, while blight is detected as unacceptably large dark areas. These various image parameters are measured by algorithms that are optimized for the application and custom-coded in "C" for rapid execution. The thresholds for size and defect prominence can be set appropriately for multiple grades and for different appearances in different varieties of products.
To measure the color of the potatoes, each camera housing also contains an array of up to five photocells, manufactured by EG&G (Gaithersburg, MD). The wavelength detected by each photocell is selected by a narrow-bandwidth interference filter. The wavelengths are chosen to detect specific diseases of potatoes such as "pink eye" and "silver scurf." Pink eye, for example, produces a dark pinkish discoloration on the surface around the eye of the potato. Silver scurf disease creates a silvery, metallic sheen on the potato surface.
A green surface defect is usually caused by the presence of chlorophyll. Potatoes exposed to light start to undergo changes that produce stems. These changes include the production of chlorophyll and of a toxic alkaloid called solanine. Chlorophyll has a narrow absorption line at 760 nm. Therefore, setting a photocell and a filter to measure surface brightness at 760 nm reliably detects the presence of this alkaloid defect.
Broadband dichroic separation filters are used to select the wavelengths for the linescan cameras. They produce the best contrast in imaging surface defects and efficiently direct the appropriate portions of the spectrum to the photocells. Using the photocells in conjunction with the CCD cameras enables the detection of specific wavelengths. Photocell data are digitized by an Analogic DAS-125 AT-based data-acquisition board from CyberResearch (Branford, CT) that is housed in the host PC. Acting as a wavelength counter, this board determines whether specific thresholds of color have been met and, in conjunction with image data, uncovers whether the potatoes have specific diseases.
Because PROSORT views the entire surface of the potato, the density of the potato is known, so its volume and weight can be calculated. After each potato has been detected and graded, it is moved to another conveyor belt. Because the photocells have detected the potato at a known point in space and time, and the speed of the conveyor belt is constant, the position of the potato at any position further along this conveyor belt can be accurately determined. Each potato can then be moved from the inspection conveyor belt to other conveyors, depending on its classification. A shaft encoder on the conveyor belt is interfaced to the AT-based system; the output of the shaft encoder is used to trigger several kicker controllers to move each potato onto the appropriate conveyor belt.
A second computer directs the operation of the kicker controllers using DOS software. Both the imaging host computer and the kicker computer are equipped with a counter board connected to the shaft encoder and its photogate and linked by an RS-232 serial interface. The kicker controller energizes the kickers via a DIO-24 parallel I/O board and 24 solid-state relays.
To control the functions of the peripheral boards, the PROSORT system uses an AT-based single-board computer from ICS Advent (San Diego, CA) as the host computer. With an on-board SVGA output, the 66-MHz, 486-based processor runs the IBM (White Plains, NY) OS-2 operating system. "The OS-2 is a real-time UNIX variant with multitasking, multithreading capabilities," says Perry. To develop the user interface for the system, ENSCO engineers chose the C-based development code that was supplied with the OS-2 operating system. "Although this was not as advanced as more modern tools, such as Visual C++," says Perry, "it was far superior to what Microsoft was offering at the time."
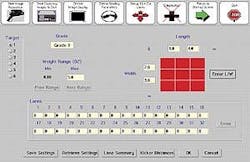
PROSORT allows operators to control all grading and materials-handling processes from the PC-AT's monitor. The operator can set grading and sizing parameters on a lane-by-lane basis and can download these instructions either at start-up or during operation (see Fig. 3). Using this interface, operators can define grading lanes and packaging lanes to match customers' real-time requirements. The system can also record production statistics on a minute-by-minute basis that enable the facility manager to obtain production and financial profiles of the entire operation.
Company InformationAlacronNashua, NH 03060www.alacron.comDalsaWaterloo, Ont., Canada N2V 2E9www.dalsa.comCyberResearchBranford, CT 06405www.cyberresearch.comEG&GGaithersburg, MD 20878www.egginc.comENSCOSpringfield, VA 22151www.ensco.comIBMWhite Plains, NY 10604www.ibm.comICS AdventSan Diego, CA 92121www.icsadvent.co.uk