SOLUTIONS IN VISION - READER SURVEY: Pinpointing the pain points of vision systems design

In this reader survey you will discover the major concerns of designers and developers of vision systems.
James Carroll and Andrew Wilson
To discover some of the problems involved with the design, integration, and maintenance of such systems, Vision Systems Design surveyed over 600 industry systems integrators from major companies worldwide. Systems integrators from such companies as Abbott, Beckman Coulter, Boston Scientific, Delphi, Honeywell and KLA-Tencor Corporation provided us with valuable feedback to communicate their most painful pain points.

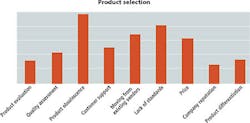
Based on research performed prior to the survey, major discussion points consisting of product selection, operational and additional limitations were selected. Under each category, numerous sub-topics were formulated and presented to developers of machine vision and image processing systems.Was it product obsolescence, the lack of standards, customer support, pricing or other factors that gave our readers the biggest headaches? After gathering and analyzing the data, we presented these results to industry experts, including manufacturers of machine vision cameras, software, cabling, lenses and optics and lighting.

Based on survey results relating to product selection, it was apparent that obsolescence, lack of standards, and moving from existing vendors presents the greatest problems in the product selection process (Figure 1). With this in mind, we posed a number of questions to a select number of vendors and asked them how they deal with product obsolescence, the lack of certain standards and how developers can more easily integrate new products into existing systems.
Product obsolescence
Rated as the number one pain point by our readers, product obsolescence is a problem faced by every manufacturer of optical, electronic, mechanical and electrical systems along the food chain. When a supplier, for example, discontinues a lens, CCD, memory component or processor, those that build cameras or embedded image processors must react accordingly.
"As a manufacturer we do a very poor job informing our customers when to take an item out of production," says Stuart W. Singer, Senior Vice President and Chief Technical Officer of Schneider Optics (Hauppauge, NY, USA; www.schneideroptics.com). "We base this decision on whether the number of products shipped over the past three years is very low or if a glass type is no longer being made by the glass manufacturer. When a product is out of production, customers are steered to the closest match."
"As the pixel sizes of image sensors become smaller," says Gregory Hollows, Director of Machine Vision Solutions at Edmund Optics (Barrington, NJ, USA; www.edmundoptics.com), "there will be an increased demand for higher performance lenses. To accommodate such future demands, optics vendors must anticipate these changes by offering a range of products at different price/performance points. Although systems developers may not require such high-performance lenses today, they will in the future and manufacturers must continually educate their customers about future upgrade paths."
"Systems developers must also be aware of the reasons a product is offered a certain price point. Was it, for example, built for a consumer or computer industry? Consumer, prosumer, and cameras designed for the security industry, for example, were not originally designed to be used in machine vision systems, but in high volume markets where technologies and components change very often. While these leverage low-cost standard components, the supply chain set up to service such industries may be subject to rapid change leaving the systems developer with a less-than-guaranteed supply of standard components over a 10-year project lifetime."
Colin Pearce, CEO of Active Silicon (Iver, England; www.activesilicon.com) sees several ways to mitigate the problem. "We specialize in volume sales to OEMs -medical or industrial manufacturers that may require 20 years of service life or more," he says. "First, when designing a new product, every component selected for use is given a 'lifetime assessment' by talking to the manufacturer and third-party sources that may identify weaknesses such as shifts in the consumer market (e.g. USB2 being upgraded to USB3) that could affect the motivation of manufacturers producing a particular device."
"Further assurance can be made through subscriptions to third parties that specialize in the analysis of semiconductor components for lifetime, availability and counterfeits in the marketplace. Also, maintaining large in-house component stocks will ensure long-term supply based on customer forecasts. Lastly, being in constant contact with component manufacturers and distributors, an early warning of end-of-life notices is highly valuable. Through a combination of these, 10 years or more supply can be guaranteed subject to forecasting and other commercial arrangements. Our first product, launched in 1989, continually sold for twenty four years," Pearce says.
Although many manufacturers agreed with these opinions, some, such as Intercon1 (Merrifield, MN, USA; www.intercon-1.com), see product obsolescence as an opportunity rather than a problem. "Having been in the machine vision business for almost 30 years, our company has established a large client base, which makes it economically feasible for us to support technologies that are being discontinued by camera manufacturers," says Ron Folkeringa, Business Manager. "For example, camera manufacturers may direct their customers to Intercon to provide some of the specialty cabling used in older analog systems."
Standards or the lack thereof
"Standards are all about interoperability, which brings costs down and simplifies the user experience," says Bob McCurrach, Director of Standards Development at the AIA (Ann Arbor, MI, USA; www.visiononline.org). While Camera Link, Camera Link HS, CoaXPress (CXP), GigE Vision and USB3 Vision are now established standards, the chairmen of the technical committees that oversee each one are each working on ways to improve them (see "How the newest machine vision standards will affect you," Vision Systems Design Webcast, July 2014; (http://bit.ly/1ebsMIU).
To compare these standards and the camera-to-computer cable distances that are specified for each one, the AIA, along with the European Machine Vision Association (EMVA) and Japanese Industrial Imaging Association (JIIA), has prepared a 24-page brochure entitled "Global Machine Vision Interface Standards" that can be downloaded from the association's website at http://bit.ly/1MkdDnl (see "Cabling choices for camera interfaces," pp. 31-33, this issue).
While this allows developers to compare which camera-to-computer interface may be best for their application, other standards such as the EMVA 1288 standard defines a unified method to measure, compute and present specification parameters and characterization data for cameras and image sensors used for machine vision applications.
"Gone are the days of a camera manufacturer's unsubstantiated claims of '1 lux' light sensitivity," says Tom Hospod, Sales Director, North America, at IDS Imaging Development Systems (IDS; Obersulm, Germany; https://en.ids-imaging.com), a company that publishes EMVA1288 specification documents for its most popular camera models. "The EMVA1288 standard ensures that all camera manufacturers use the same test methods, ensuring that performance specifications are consistent and reliable."
"These testing standards exist to ensure a level playing field among camera manufacturers, and allow an accurate and reliable comparison between different sensor and camera manufacturers to be made. However, it is always best practice to take the top two candidates and put them to a side-by-side functional comparison in the lab. Hands-on comparison is the only way to avoid "specmanship," and discover what additional features may exist in a given manufacturer's camera design such as hot pixel correction, black level reference calibration, color calibration, and flat field correction," Hospod says.
Further work
The G3 - a group that now consists of the AIA, EMVA, JIIA, the VDMA Machine Vision Association and the China Machine Vision Union (CMVU), are at work developing further standards. These will include standards that will address LED lighting-a group headed by Daryl Martin at Advanced illumination (Rochester, VT, USA; www.advancedillumination.com), Lighting Command and Control-a group headed by John Merva at Gardasoft (Cambridge, England; www.gardasoft.com)-and lasers-a group led by Thomas Ruhnau of Z-LASER (Freiburg, Germany; www.z-laser.com). At the same time, a standard on photo-biological safety is under development.
This will certainly please many of our readers. In a recent webcast, Steven Jones, lead machine vision engineer with General Motors (Detroit, MI, USA; www.gm.com) surveyed eight well-respected lighting suppliers of 12-inch linear LED light bars. Jones attempted to quantify the products in terms of wavelength, intensity, uniformity, the impact of the working distance and how intensity and uniformity might change over different working distances.
"I was somewhat surprised in what I found," he says, "because only 50% of them quantified the output of their light. Lighting intensity needs to be quantified to a standard in much greater detail. If this information was provided, it would be an aid to determining whether lights could be interchanged. Today, this information is not available."
"Standards for machine vision lighting are gaining pace from two perspectives-optical parameters, and command and control," says Paul Downey, Marketing Manager at Gardasoft.
There have been various working groups on the subject, the latest of which earlier this year concluded that for Command & Control, GenICam should be the standard to which lighting communication should adhere, since GenICam's SFNC provides standard naming, making GenICam products more interchangeable.
"In our case, the lighting segment does not have much, if any, standards other than the legal safety compliance standards developed by the FDA, IEC and other legal entities," says Wallace Latimer, PLM Machine Vision at Coherent (Santa Clara, CA, USA; www.coherent.com).
Like Coherent, Smart Vision Lights (Muskegon, MI, USA; http://smartvisionlights.com) also uses established standards when developing its products. "We exceed test safety standards set out in the IEC62471 photo-biological eye and skin safety requirements," says Dave Spaulding, President.
"The successful completion of lighting standards now underway, will allow designers to improve the ability to design and support machine vision lighting systems," Coherent's Latimer adds.
3D standards
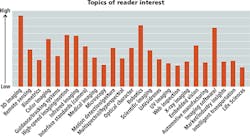
3D imaging also proved a very popular topic among our readers. In fact, while performing our survey, we asked them which technology topics they found to be of greatest interest (Figure 2). Not surprisingly, perhaps, 3D imaging was rated as the subject of greatest interest. Today, 3D systems, while in use in many industries, still suffer from a lack of standards. Despite this, companies such as Loop Technology (Dorchester, England; www.looptechnology.com) have developed vision-based systems using low-cost 3D cameras (see "3D vision helps robots apply labels to produce," p. 27-30 this issue).
"3D vision applications are still far from common", says Carlos Diaz, a Machine Vision Controls and Robot Vision Specialist at Vanrx Pharmasystems (Burnaby, BC, Canada; http://vanrx.com). "There is a lack of standards, and the biggest vision companies have been developing systems for very accurate, small piece scanning that are expensive. Hundreds of "simple" applications could benefit from a low-resolution 3D image scanner for applications such as box location or measurement and presence/absence calculations. 3D is common in the video gaming industry, but where is the Kinect camera for the machine vision industry?"
Luckily, with the release of the GenICam 3.0 standard, integrators will more easily deploy 3D cameras in vision systems (see "GenICam 3.0 release opens doors for 3D machine vision cameras," Vision Systems Design, February 2015, http://bit.ly/1I4EAr2). GenICam 3 provides a means for communication and image acquisition between software and a camera. It also provides a controlled exchange which applies across various camera manufacturers and interfaces such as GigE, USB3, CoaXPress and Camera Link HS.
In addition, proprietary transport layers can make use of the standardized GenICam 3D interface. One feature of the standard is the ability to extract 3D point clouds with a standard data format. "This will allow transformation of 2D pixels to 3D world coordinates according to given standardized transformation parameters," explains Christoph Zierl, Technical Director at MVTec Software (Munich, Germany; www.mvtec.com).
Changing places
Sometimes, a component for a particular system is no longer available and must be replaced. In other circumstances, newer components may prove more cost-effective. In either case, the systems integrator is faced with integrating a new product into the system. But how do manufacturers ensure that this integration task is performed as painlessly as possible? The key - according to three manufacturers - once again relates to the adoption of standards.
"This is crucial," says Donato Montanari, General Manager, Machine Vision Business Unit, Datalogic (Bologna, Italy; www.datalogic.com), "having these standards means that products, components and subsystems can be more easily integrated by customers. At a formal interface and dimensional level, it is now essential for the G3 to guide the market and implement these standards. Datalogic, together with these associations, is actively involved in making sure that these standards are used consistently.
Philip Colet, Vice-President, Sales, Teledyne DALSA (Waterloo, ON, Canada; www.teledynedalsa.com) agrees. "Certainly the GenICam software standard simplifies supporting multiple cameras from one vendor, but it also simplifies the task of using cameras from multiple vendors. In addition, Teledyne DALSA provides tools like CamExpert to help users integrate our cameras and frame grabbers into their systems."
"GenICam compliant products expose the same API, GenTL as other GenICam compliant products," says Marc Damhaut, CEO of Euresys (Angleur, Belgium; www.euresys.com). "Thus, upgrading from GeniCam-compliant GigE Vision or USB3 to Euresys' Coaxlink of CXP frame grabbers becomes seamless."
Operational limitations such as obtaining an accurate definition of specifications, maintaining a product delivery schedule, and knowledge of current vendors also featured prominently on our readers' pain scale. They also added that they found it difficult to find systems integrators for their projects and some were faced by ITAR restrictions and highly specialized project requirements. How did our industry experts address these questions? Find out next month in Part Two of this article.
Companies mentioned
AIA
Ann Arbor, MI, USA
www.visiononline.org
Active Silicon
Iver, England
www.activesilicon.com
Advanced illumination
Rochester, VT, USA
www.advancedillumination.com
Coherent
Santa Clara, CA, USA
www.coherent.com
Datalogic
Bologna, Italy
www.datalogic.com
Edmund Optics
Barrington, NJ, USA
www.edmundoptics.com
Euresys
Angleur, Belgium
www.euresys.com
Gardasoft
Cambridge, England
www.gardasoft.com
General Motors
Detroit, MI, USA
www.gm.com
Imaging Development
Systems (IDS)
Obersulm, Germany
https://en.ids-imaging.com
Intercon1
Merrifield, MN, USA
www.intercon-1.com
Loop Technology
Dorchester, England
www.looptechnology.com
MVTec Software
Munich, Germany
www.mvtec.com
Schneider Optics
Hauppauge, NY, USA
www.schneideroptics.com
Smart Vision Lights
Muskegon, MI, USA
http://smartvisionlights.com
Teledyne DALSA
Waterloo, ON, Canada
www.teledynedalsa.com
Z-LASER
Freiburg, Germany
www.z-laser.com