Manufacturer Installs In-Line Machine Vision System to Inspect Wood Flooring

Family-owned Scheucher Holzindustrie GmbH (Mettersdorf, Austria) has been manufacturing prefinished hardwood flooring for four generations.
In 2024, the current generation of owners installed a deep learning-enabled machine vision system on a production line to inspect the application of glue between layers of the company’s newest flooring product.
Scheucher produces two- and three-layer hardwood planks. In either case, there is a top “wear" layer and a “core” layer. For the top layer, the planks are oriented lengthwise, while the core layer consists of strips arranged across the width of the lengthwise planks.
“We do not produce massive pieces of wood,” says Klaus Bauer, head of research and development at Scheucher. “We split it into two or three layers.”
The top layer is made from hardwood, such as oak, while the center layer is made from coniferous wood such as spruce or pine, Bauer adds. A surface coating with the stain color is applied on top and is visible after installation.
Related: Focus on Vision: Inspecting Glue in Flooring, Classifying Peanuts | March 19, 2025
The three-layer product also has a bottom layer for stabilization, which makes installation easier because the planks don’t have to be glued to the subfloor. They click together in what the construction industry refers to as floating installation.

Automated Manufacturing and Inspection
The company’s newest flooring, MULTI flor.11, is a three-layer product with a 3.6 mm thick wear layer, allowing the surface to be refinished multiple times after it is installed. At 11 mm total thickness, it also is thinner than the standard three-layer product. The thinner profile helps with the transfer of heat from underfloor heating systems, which are popular in Europe. The flooring is designed to be glued to the subfloor.
The product is manufactured on Scheucher’s newest automated production line, which moves at a rate of 1 m/s. This includes the automated application of hot melted glue between the wear and core layers of wood.
As the glue cools, it bonds with the wood. The company also uses a curing process to improve the glue’s resistance to water, heat, cold temperatures, and chemicals. “The glue is very high quality and lasts more or less forever,” Bauer says.
Related: Durgin and Crowell Lumber Company Inspects Surface Defects in Wood Paneling and Siding
To ensure this level of quality, it’s very important that the glue is applied evenly, enabling complete coverage and a uniform bond between layers. Sloppy application of the adhesive can impact the product’s durability. Another factor that impacts glue application is an imperfection in the uniform smoothness of the wood.
Whatever the reason, inspecting the glue application is a key step in the manufacturing process. Because the line operates at high speeds, the company never considered a manual inspection process. It would be too dangerous to have humans near the line, Bauer says. That is why Scheucher’s engineers installed an in-line, automated vision system to inspect the glue.
The Components of the Machine Vision System
The inspection with deep learning occurs near the end of the manufacturing process after the boards are cut into segments and a click profile, which allows planks to snap together, is added. The inspection system returns a result on each floorboard in 80 milliseconds.

Scheucher deployed two NXT rio smart cameras from IDS Imaging Development Systems (Obersulm, Germany). Each camera has a 1.6 MPixel color sensor from Sony (Tokyo, Japan) and is compliant with GigE Vision and Power over Ethernet (PoE).
The cameras are positioned on each side of the conveyor, allowing them to take images of the floorboard joints on the long sides of each plank, which is where the application of glue is visible because a thin line of glue is squeezed out when the layers of wood are pressed together during production.
Bauer says the choice of camera was driven by its small footprint and edge processing capabilities, eliminating the need for an extra controller or PC near the dusty manufacturing process. “If you mill wood, you have a lot of chips and dust,” he says.
The team at Scheucher designed and created a black plastic enclosure for the camera with a 3D printer. Each enclosure is held in place with screws affixed to an aluminum bar running horizontally, giving each camera a direct right-angle view of the long edge of the plank.
An Ethernet cable connects each camera unit to a PoE switch located in a control cabinet. The switch facilitates data transfer to a PLC that operates the production line. “The two cameras are power supplied by PoE. Thus, it is necessary to install one Ethernet cable for each camera, that’s all. No extra power supply, no extra data cable, no extra anything,” Bauer comments.
Related: How TI Fluid Systems Improved Its Steel Strip Inspections
There are several goals of data transmission between cameras and PLC. First, the cameras send data on first plank in a new size, or batch, as it moves down the line to a PLC, so a software module can calculate the length of the plank. The length information is sent back to the cameras, allowing them to adjust dynamically, ensuring they capture images of the entire length of each piece of wood. “We adjust the frequency of pictures per second to the optimum for the specific length,” he says. Second, the cameras communicate the results of those inspections back to the PLC.
The Role of Illumination in the Inspection Application
Another important step in the development of the application was the choice of lighting. The company uses ring UV LEDs from Falcon Illumination MV GmbH & Co. KG (Untereisesheim, Germany) to light up the flooring boards and fluoresce the adhesive residue, making it visible.
“We asked our supplier for the glue to add additives that react to the UV light,” Bauer explains.
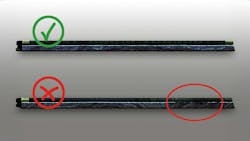
The glue appears in the images as a blue line; deviations in the line could indicate a problem with the application of glue. If those deviations are caused by knots in the wood or are very small, the plank may still pass inspection. But if there are long lengths without the line or numerous breaks in the line, the plank won't pass inspection.
If a defective piece is discovered, the camera sends a signal to the PLC and an automated piece of machinery adds a green line to the backside of the wood plank.
Several minutes later, a second system with a color camera from Keyence (Osaka, Japan) checks each piece of wood, sending those with the green line to a second path, which eliminates them from production and packaging.
Related: Photonic Frontiers: Light-Emitting Diodes: LEDs Are Workhorses With Appications Far Beyond Lighting
The company does not store the images or results permanently. The digital output from the cameras is overwritten with new data as needed.
However, Scheucher does not throw out damaged pieces of flooring; they become fuel for the plant or briquets sold to consumers. "It is very important for us not to scrap one single kilogram of wood in our company," Bauer says.
Training the AI-Enabled Machine Vision Algorithm
Scheucher built the inspection system using the IDS NXT rio Experience Kit, which has pre-built neural networks and all required hardware including a camera, power and data cable, tripod adapter, and lens. The package also includes a license for cloud-based AI Vision Studio IDS Lighthouse, a development environment designed for users without prior knowledge of deep learning, image processing, or application programming.
"In our profiling system, we had not used any image processing, neither rule-based nor intelligent, for the quality control of our bonded joints until now. Nevertheless, it was our goal, even as laymen, to solve this requirement using AI,” Bauer explains.
Scheucher’s engineers trained the model using about 60 images, and then they transferred the training results to the cameras.
Related: How to Deploy Deep Learning Neural Networks in Machine Vision
As is often the case, a challenge in implementing the automated inspection system was finding enough “bad” samples to train the neural network. They waited about four weeks to collect enough images of wood planks with unacceptable glue application.
He explains that the team considered creating defective examples artificially but decided against the idea out of concern that the samples would not accurately reflect imperfections that occur during real production processes.

Data Communication Between the Cameras and PLC
A second challenge was writing code to allow the cameras, which have embedded FPGAs, to exchange information with the PLC. They spent several days figuring out how to exchange data with the Siemens TIA Portal, a software development environment for controlling industrial machinery from Siemens (Munich, Germany).
Related: How Machine Vision Will Help Industry 5.0 Prioritize Humans
“The core issue was that the PLC module transmits data character by character, which made it difficult to structure a valid HTTP (hypertext transfer protocol) header, especially when including the authorization token. Unlike in higher-level programming environments, where full strings or properly formatted HTTP requests can be sent easily, the PLC module required us to handle and transmit each character manually. This made it particularly challenging to assemble the complete header with correct formatting including spaces, line breaks and punctuation exactly as expected by the API,” Bauer explains.
Despite those challenges, which Bauer characterizes as relatively minor, the overall development and installation process for the inspection system was straight-forward. “To be honest, it was very simple,” he says.
About the Author

Linda Wilson
Editor in Chief
Linda Wilson joined the team at Vision Systems Design in 2022. She has more than 25 years of experience in B2B publishing and has written for numerous publications, including Modern Healthcare, InformationWeek, Computerworld, Health Data Management, and many others. Before joining VSD, she was the senior editor at Medical Laboratory Observer, a sister publication to VSD.