Vision system certifies proper medicine seals

Vision-inspection system verifies that correct characters are printed on the seals of small medical-fluid bottles.
By Lawrence J. Curran, Contributing Editor
Dispensing the contents of an incorrectly labeled container of injectable medication could cause serious consequences—for the patient recipient, the dispensing professional, and the pharmaceutical company that manufactures the drug. That's the problem Xyntek Inc. (Yardley, PA, USA) tackled by customizing one of its off-the-shelf vision-inspection systems to ensure that the correct label is attached to fluid containers. These containers are filled and sealed in a clean-room environment that must comply with US Food and Drug Administration (FDA) requirements.

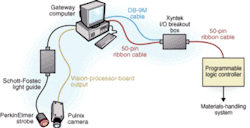
FIGURE 1. Xyntek MVX-OCV optical-character verification vision-inspection system uses a strobe lighting unit (right) to diffusely illuminate medical vials for imaging a crimped metal seal that identifies the contained fluid. The processed image ensures that the proper label will be applied in a subsequent processing step. The I/O breakout box (center) contains a printed-circuit board, terminal strips, cabling, and I/O optoisolated relays that link the system computer (left) with the materials-handling programmable logic controller and system camera (both not shown).
The resulting Xyntek optical-character-verification vision-inspection system (MVX-OCV) uses strobe lighting to provide diffuse illumination that is triggered by the vision processor (see Fig. 1). This signal is initiated after a programmable-logic-control (PLC) subsystem in the associated materials-handling system indicates that a bottle is correctly positioned in front of a CCD camera (see Fig. 2). The MVX-OCV software assists in reading the printed characters of an image of a bottle's crimped metal seal that identify the fluid inside. This reading ensures that the proper label is applied in a subsequent processing step.
Xyntek is working with FP Developments (Williamstown, NJ, USA), a materials-handling system provider, to integrate the vision-inspection system for use by a pharmaceutical company. This company fills millions of vials or bottles of agents in a production facility for injectable liquids, according to Mac Hashemian, president and chief executive officer of Xyntek.
Hashemian says that the clean-room facility must meet stringent FDA 21CFR Part 11 requirements, which mandate control and verification access and the maintenance of precise audit trails of the filling and label-printing operations. To qualify as compliant, only known users are permitted to log onto the system, and a time stamp records all the executed inspection steps. The MVX-OCV vision-inspection system is fully FDA 21CFR Part 11 compliant.
Filling/sealing
The pharmaceutical company for whom the system is being developed needs to perform two inspection tasks, which are performed at two different stations. The first task entails the filling and printing steps, which take place in the clean room. Here, the medicine bottles rotate on an indexing table, stop momentarily under filling nozzles, and then are filled with liquid medication. Next, rubber stoppers are inserted into each bottle. Last, a metal-ring seal is crimped into place around the stoppers to secure the containers against spillage.
Based on the identity of the medication scheduled to be filled in a given production run, an identification code is print-stamped onto the metal seals after the seals are crimped onto the bottles. At this point, the first of two OCV vision systems is used to inspect each bottle to ensure that it has been marked with the correct code. This inspection occurs immediately after printing and is triggered when the product is placed in the vision system's field of view (see Fig. 3).

The unlabeled bottles, which may number in the thousands, are then loaded into several trays. The trays are put into carts that are eventually rolled into an autoclave for sterilization and cooling. Then, labels are applied to the bottles.
Hashemian explains that there could be a substantial time lapse between autoclaving and loading the bottles into the labeling station. Once there, the bottles are presented to the camera of the second OCV system. The challenge here is to accurately align the printed code on the crimped metal seal with the camera for accurate character readings and verification.
"We asked our materials-handling partner to deliver a trigger signal to capture a picture precisely when the bottle is properly placed so that the label printing can be read," says Hashemian. This signal travels from the materials-handling system's PLC to the vision processor, which directs the camera to acquire an image as the materials-handling system grabs and holds the bottle momentarily.
If the printing on the metal seal matches the stored PC data, the correct medication is identified for that production run and the label is immediately attached. If there is no match between the processed image and the stored medication's identification, the bottle is rejected from the production flow, and the line may even be stopped to analyze why an error has occurred, according to Hashemian. The MVX-OCV system also provides detailed line and batch reporting for further analysis of the process by plant supervisors and engineers.
Partitioning the system
The MVX-OCV system can verify alphanumeric codes, symbols, and foreign-language characters at high speeds; the production flow in this application is 200 bottles per minute. Xyntek-developed MVX-OCV software runs on a commercial Windows-based PC from Gateway Computer (Poway, CA, USA). In addition, the overall system comprises optics, lighting, and a high-speed image-processing board.
Before inspection begins, the system operator types in the application's alphanumeric codes to be verified into the computer and places the inspection system in on-line mode. The MVX-OCV system then receives a signal to inspect from the PLC and automatically performs an inspection.
The vision inspection system includes a TM-9701 2/3-in. progressive-scan monochrome CCD camera from Pulnix America Inc. (Sunnyvale, CA, USA) that provides 768 × 484-pixel resolution and electronic shutter speeds to 1/16,000 s. It also provides an RS-170 analog interlaced output and an RS-422 digital progressive-scan output. Attached to the camera is a 55-mm Computar lens from CBC America Corp. (Commack, NY, USA).
A Cognex Corp. (Natick, MA, USA) MVS-8100 single-slot PCI frame-grabber/vision-processor board is linked to the camera for PC-based vision processing. This PCI bus-master board provides fast image transfer, pipelined processing, and on-board automatic light control. It uses an Intel Corp. (Santa Clara, CA, USA) MMX processor and instruction set and Cognex machine-vision software tools.
The vision processor board is housed in a Gateway ATXAEG LX2 700L PC with a 1.4-GHz Pentium 4 processor, 256 Mbytes of RAM, 40-Gbyte hard drive, video card with AGP graphics and 32 Mbytes of memory, and Windows 2000 operating-system software. Lighting is provided by a 20-Hz MVS-2020 strobe unit from PerkinElmer Optoelectronics (Fremont, CA, USA). Light is transmitted to the target over a fiberoptic light guide from Schott-Fostec (Auburn, NY, USA).
The vision-inspection system is linked via an I/O breakout box to the PLC in the FP Developments' materials-handling system. Hashemian explains that the breakout box is a Xyntek design and provides electro-optical isolation for signals to and from the vision processor and for the PLC, PC, and lighting. "Rather than risk signal corruption by having the handshaking done in the PC where the Cognex vision processor is housed, we have designed a set of I/O modules on a printed-circuit board in the breakout box to provide isolation," Hashemian says. The breakout box connects to the PC and PLC via separate 50-pin ribbon cables. It uses a 9-pin cable for directing operation of the strobe lighting unit.
Crucial lighting control
To start the inspection process, the MVX-OCV system sends a signal to the PLC indicating that it's ready to perform an inspection. Upon receiving the PLC's "go signal," the MVX-OCV software triggers a signal that fires the strobe lighting unit. Then, the camera takes an image of a bottle. Again, the handshaking among strobe, camera, and PLC is performed in the breakout box and is managed and coordinated by the system. After an image is acquired, the system signals its readiness to the PLC for another inspection.
Because the MVS-8100 vision processor uses a pipelined architecture, it can process an image at the same time that the system is acquiring another image. System algorithms filter the image, run the analysis, and make a pass/fail decision based on established tolerances and settings.
A major design challenge in building the inspection system was to ensure that the lighting was properly placed to provide uniform illumination. "Just getting the lighting attached to the equipment was difficult because of tight spacing," Hashemian explains. "A lot of the machinery impinges on the area where the lighting was to be mounted, and we wanted a diffuse lighting environment.
"Lighting and optics are critical to a reliable vision solution, especially for novice machine-vision users. The crimped metal seal is a curved surface. So the lighting had to be diffused to prevent the creation of hot spots. The image has to be rock solid and repeatable and must not change with each exposure. A bad image coming in will produce bad results coming out, regardless of sophisticated and advanced software algorithms. As a result, the MVX-OCV vision-inspection system has been validated in multiple applications," says Hashemian.
Company Info
CBC America Corp. www.cbcamerica.com
Cognex Corp. www.cognex.com
FP Developments www.fpdevelopments.com
Gateway Computer Corp. www.gateway.com
PerkinElmer Optoelectronics www.optoelectronics.perkinelmer.com
Pulnix America Inc. www.pulnix.com
Schott-Fostec www.us.schott.com/fiberoptics
Xyntek Inc. www.xyntekinc.com
features, advantages, benefits

Mac Hashemian, president and chief executive officer of Xyntek Inc. (Yardley, PA, USA), says the MVX-OCV optical-character-verification vision-inspection system is an off-the-shelf FDA 21CFR Part 11-compliant machine-vision platform. This compliance is mandatory for FDA-sanctioned pharmaceutical inspection.
"No programming is necessary to configure the system," he says. "All the user needs to do is train the character fonts and text lines and then set the inspection tolerances and security using the MVX-OCV graphical user interface. User-friendly software saves time and labor spent in configuring the system. A camera can inspect several pieces of text, and even multiple cameras can be used. The vision system provides data-collection features, such as batch reporting, a log of inspection results, and a detailed breakdown of scores for each character, enabling quick error detection and correction.
"Images are updated in real-time, and failed images can be saved for further inspection. The system's high-speed image-processing board is optimized for quick inspection, thereby increasing production output and accuracy. The system features five-level configurable security. By using this system, pharmaceutical companies save time, cost, labor, and inspection errors, while increasing speed, production, and accuracy," says Hashemian.