Cameras, lighting, and software tackle barcode verification
Andrew Wilson
In the past, many manufacturers stockpiled large inventories of pre-printed cartons or labels custom to each type of product being shipped. To eliminate the cost of labels and excess stock of printed cases, while at the same time speeding the packaging process, manufacturers have turned to on-line case printing. In this approach, inkjet printers are programmed to produce product-specific barcodes that are printed directly on cases immediately after the product is packaged, ensuring manufacturers only use as much material as is needed.
"Often, however, these cases are manufactured from brown corrugated cardboard," says Dr. Jonathan Ludlow, Machine Vision Promoter at Microscan (Nashua, NH, USA; www.microscan.com), "a recycled material that is both inconsistent and of a color that will result in low-contrast barcodes being printed." To ensure that these printed cartons can be scanned reliably by the receiving customer, the quality of each of the barcodes must be verified before the package is shipped. To accomplish this requires inline grading (also known as verification) of each of the barcodes as they are printed on the packaging.
Unlike using a barcode reader to check simply whether or not a barcode can be read at the time of scan, the grading/verification process is used both to read the barcode and inspect it for attributes such as contrast and defects and return a grade based on these measurements that correlates with the long-term readability of the code. Once all attributes of the barcode have been measured, a verification system assigns a single grade to the barcode and a packaged product or carton can then be shipped to the customer or rejected based on this value.
Standardizing verification
To standardize the barcode grading process across all verification systems, regardless of their manufacturer, the International Standards Organization (ISO) has specified methods of measuring the quality parameters of different barcode symbols. While ISO 15416 must be used to grade one-dimensional barcodes, ISO 15415 and ISO 29158 are used for two-dimensional and direct part mark (DPM) codes.
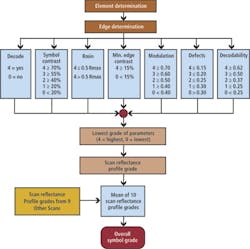
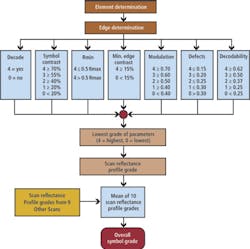
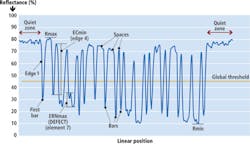
ISO 15416, for one-dimensional barcodes, uses a combination of eight different parameters to produce a final overall symbol grade (Figure 1). To grade these eight individual parameters, a Scan Reflectance Profile (SRP) is generated that maps the reflectance characteristics of an entire barcode symbol (Figure 2).
To ensure that the barcode can be read, the barcode must first be decoded. While every manufacturer may use proprietary barcode software, the ISO 15416 standard sets forth a "lowest common demominator" generic reference decoder (that is available as C code) to perform this test. Should a barcode fail to be read, it is assigned a "0" value; if it can be read, it is assigned a "4."
To measure the symbol contrast (SC), the difference in reflectivity (or contrast) between the black and white bars Rmax - Rmin is calculated and, depending on this difference, assigned values from "0" (low contrast) to "4" (high contrast). "In applications where barcode symbols are printed on brown corrugated cardboard," says Ludlow, "this value is often very low."
The ISO 15416 standard also specifies that the minimum reflectance value of the darkest bar within the barcode symbol must be less than or equal to half the reflectance of the lightest space (Rmin ≤ 0.5Rmax). This reflectance value will be lower when barcodes are printed on colored material where the reflectance value of the lightest space will be lower. Where Rmin is less than 0.5Rmax, it is assigned a value of "4" and otherwise given a value of "0".
To measure the minimum edge contrast of the barcode (ECmin), the reflectance difference between a neighboring peak and trough is computed. Should this percentage value be greater than 15%, a value of "4" is assigned, otherwise a "0".
Modulation and defects
Another factor that will affect how a scanner interprets the barcode is the modulation factor - a measure of the relationship between the symbol contrast (SC) (the reflectivity between the black and white bars) and the minimum edge contrast (ECmin) (the difference between a neighboring peak and trough). To calculate this modulation value, the minimum edge contrast is divided by the symbol contrast (MOD = ECmin /SC) such that the higher the minimum edge contrast and the higher the symbol contrast, the higher the modulation value. Here again, values "4" to "0" are assigned based on this percentage value.
Since any defects present in the barcode will affect the performance of the barcode scanner, the ISO 15416 also specifies a method of quantifying these. To do so, the maximum difference between a trough and a peak of the defect in the reflectance profile (ERNmax) is measured and the defect value (DEF) computed as DEF = ERNmax/SC.
Unlike other parameters used in the ISO 15416 standard, decodability is not derived from any measurements of reflectivity values, but rather from measurements of the bars and spaces of the barcode. By measuring how far these deviate from the ideal standard, a decodability grade can be assigned.
Not shown in Figure 1 is the final reflectivity measurement that is used to measure the length of the quiet zone or lead in and run out of the barcode. Should this be at least the length of 10 small bars of the barcode, a value of "4" is assigned. If the barcode quiet zone is less than this, a value of "0" is assigned.
Multiple scans
Rather than taking a single measurement at a single line across the barcode, all eight quality parameters are measured at ten equidistant spaces across the code. The lowest grade among the ten measurements of each of the eight quality parameters is then computed and the mean value of these ten measurements is used to produce an overall symbol grade.
"While barcodes printed on white stock will produce high values of between '3' and '4'," says Ludlow, "on-line case printing on cardboard will result in lower-contrast barcodes and lower-mean verification values. Because of this, any small changes in the quality of these barcodes that may, for example, be due to on-line vibration or inkjets becoming blocked, will result in a case that cannot be verified by the system."
As well as specifying how each overall symbol grade should be produced according to the predefined eight quality parameters, the ISO 15416 standard also specifies how such barcodes should be imaged for verification purposes. In particular, the standard states that any lighting used to illuminate the barcode should be placed at a 45 degree angle to the camera, smart camera or barcode reader used to perform the task.
On-line case printing
To meet the demands of on-line case printing, Microscan has developed an inline verification system based on their AutoVISION machine vision technology, using the Vision HAWK Smart Camera, NERLITE Smart Series HI-BRITE 300 LED light, and the VMI (Verification Monitoring Interface) graphical user interface for their AutoVISION Machine Vision Software (Figure 3). The system, designed for inline grading of one-dimensional barcodes on cases and labels, is placed in the packaging line immediately after the printer and can be used to trigger actuators to reject any cases and labels that do not meet the ISO 15416 standard or custom quality thresholds.

Before the system can be deployed, it must be calibrated so that the reflectance and contrast measurements taken across the barcode will be accurate. To accomplish this, Microscan provides a calibration card with known reflectance values and other standard values that the operator can use to calibrate the system. This calibration process will adjust the exposure of the system to optimize the contrast of the barcode in acquired images.
To empower operators at any experience level to setup the system, Microscan has developed an easy-to-use interface based on the company's AutoVISION Machine Vision Software called the Verification Monitoring Interface (VMI). Within the AutoVISION software, a user can simply position a region of interest (ROI) around the image of the barcode on a case or label using AutoVISION's Symbol Quality Verification Tool and the barcode's overall symbol grade and verification data will be displayed in VMI's intuitive results window. The interface also displays a graph of historic verification results to allow for the analysis of barcode quality trending over time. This way, the operator can set a minimum overall grade threshold for acceptable barcode quality and trigger actions if quality falls below this threshold.
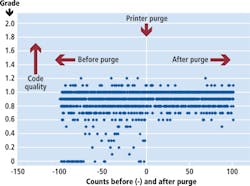
"Such data is also useful in predicting how the printing system will behave over time," says Ludlow. Scatter charts created from this data can be used to plan preventative printer maintenance. If a number of cases are rejected with low overall symbol grades, the inkjets of the printer may be blocked. By charting symbol quality over time and purging the inkjet heads when low overall symbol values occur, verification failure rate of barcodes can be reduced (Figure 4).
"'Big Box' companies receiving case-printed packages require that barcodes must be graded as D grade (0.5 to 1.5) or better to meet the requirements of their automated barcode scanning systems," says Ludlow. "Should these requirements not be met, the supplier may be fined - or worse - the packages returned. By deploying inline verification in case-printing systems, such as the AutoVISION and VMI solution, suppliers to these companies can be assured that their cartons will meet the standards required."