Better Vision

Automated machine-vision system with two cameras, PLC, and HMI checks and verifies on-demand labels for contact-lens vials
Mislabeled products is a main cause of product recall in the contact-lens market. Labeling is a particularly great challenge for contact-lens manufacturer SynergEyes, which produces tens of thousands of different prescriptions, each with its own stock-keeping unit (SKU). In the past, the company manually printed, affixed, and inspected the labels. “This was an intensive and exhausting job, and we had to manually inspect every label because the potential for error was high,” says Joe Collins, vice president of manufacturing and research and development for SynergEyes.

SynergEyes dramatically improved the labeling process by installing an automated vial-labeling and verification system developed and provided by system-integrator code-in-motion. The system uses a Cognex DVT XS image-based ID reader to read an in-process 2-D Data Matrix code label and a Cognex DVT 554 vision system to inspect a final label printed on-demand before application (see Fig. 1). “This automated system has reduced the cost of labeling our products by more than 90%,” Collins says. “Even better, since we began using the automated system, we have not experienced a single labeling error.”
Labeling challenge
The previous labeling process began when an operator went into the company’s enterprise resource planning system to pick out the SKU for the current vial and to print a label. “We normally make hundreds of different SKUs in a single day, so the potential for error is very high,” Collins says. “We had to spend considerable additional time inspecting each vial to be sure we had the right label. Even when our company was much smaller, this process was difficult to manage. It would be virtually impossible now that we have grown to our present size.”

Collins looked at several different alternatives for automating the labeling process. “Most alternatives that I looked at were not suited for such a large number of SKUs,” Collins says. “I was also concerned about the ability to verify the label. On the other hand, code-in-motion was able to handle all of our SKUs and also provided a foolproof method of ensuring that the correct label was on the lens vial.”
Users log into the system through a generic PC with a touch-screen interface. “We don’t need much memory or a powerful PC because most of the processing is done on the cameras,” Collins says. Each user ID is assigned to a security group that grants access to appropriate functions, such as those for operators, supervisors, or administrators. The user interface was developed from Wonderware’s In-Touch human-machine interface. The resulting PC interface provides users with detailed system status and inspection results, as well as access to printer settings, camera images, system parameters, and system input/output values.
Vials arrive at the labeling system with a 2-D Data Matrix code in-process label on their caps—these labels are applied during the manufacturing process. This barcode contains all of the information needed to produce the final product label including multiple lens characteristics, expiration date, and lot number.
The operator loads the vials onto a ramp. The vials slide down the ramp and are individually released into an indexing starwheel. A nearby proximity sensor detects that a vial is in position 1 and sends a signal to the Allen-Bradley (MicroLogix 1100) programmable logic controller (PLC) to initiate the labeling procedure.
The PLC controls and orchestrates a variety of devices including pneumatics, a stepper motor for applying the labels, and an indexing starwheel that moves vials from an input chute, to a labeling position, and into an output chute.
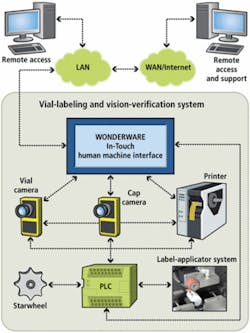
The PLC communicates across a local Ethernet network switch that connects it, the PC, and cameras; the PLC initiates the inspection process by triggering the Cognex image-based ID reader to read the 2-D Data Matrix barcode on the vial cap (see Fig. 2).
“We selected Cognex cameras for this application primarily because the Intellect software with scripting gives us a much greater ability to develop and integrate multiple devices and controls,” says Dan Popovich, vice president of operations for code-in-motion. “From within the ID reader, using Cognex software, we were able to parse out 2-D barcode values of about 40 characters into individual data groupings, such as expiration, lot code, and lens characteristics such as power and base curve,” continues Popovich. “From there we could write Java-based scripts within the Intellect software that could build and send out commands across the Ethernet network to a Zebra Technologies high-resolution thermal transfer printer that prints on-demand a label specific to a contact lens.

“Meanwhile, we also programmed the ID reader to communicate to the Cognex 554 vision system exactly what needs to be verified on that specific label (see Fig. 3). Using the vision system’s standard OCR/OCV functions, the 554 verifies not only the presence of specified printed characters but also their quality where print may be too dark or light.”
Touch & go
After the 2-D Data Matrix code is read and the label printed, the label is dispensed onto a “Touch & Go” Roller Grid from code-in-motion. Labels are dispensed sticky-side down onto these rollers, which are coated so that adhesive will not stick to them. After the label is printed, the printer digitally sends a complete signal to the PLC, and the supervising PLC triggers a pneumatic slide to move the Touch & Go Roller Grid with label into view of the Cognex 554 vision system, which inspects the printed label using OCR/OCV functions.
In most applications Cognex predefined SoftSensors perform specific inspection tasks without the need to create new scripts. SoftSensors are one of three DVT vision system configuration levels; the other two include system level and product level programming. The system level contains parameters that affect the functionality of the vision system itself. Parameters such as communication settings, and trigger mode (internal/external) are examples of system level parameters. These parameters define global settings that do not change between inspections.

Product level programming in the Cognex Intellect software contains the required changes to adjust the SoftSensor script based on the particular product based on the SKU on the in-process label. Cognex product-level programming is used for every inspection performed, and changes when the item being inspected changes (see Fig. 4).
Rejecting/applying the label
If the label fails vision inspection the operator is alerted through the touch-screen PC monitor. A continually updated on-screen message log displays the inspection failure notice. Additionally, the display shows exactly which character(s) on the label did not pass inspection or if the wrong label stock was placed into the printer. This level of detail is a great aid to the operator if and when printing issues arise.
If the label passes vision inspection it is applied to the vial. A vacuum-drawn tamp pad picks up the label off of the Touch & Go Roller Grid. The tip of the label extends beyond the tamp pad and is positioned just below a rubber roller (orange colored in the illustration). The label is lowered into light contact with the vial so that the rubber roller is lightly depressing the label onto the vial. Meanwhile two rollers within the starwheel support the vial. A stepper motor controlled by the PLC rotates the rubber roller until the label is fully applied around the vial.
“Our new labeling and vision systems have dramatically reduced the cost of labeling our products,” Collins adds. “The amount of labor required both for labeling and inspection has been substantially reduced. When we first started operating the systems, we continued with 100% manual inspection. But it soon became clear that no errors were being made.
“We have operated two of code-in-motion’s labeling systems for almost two years now,” Collins says. “They have labeled hundreds of thousands of vials and have not made a single error. SynergEyes contact lenses are a high-quality premium product,” Collins concludes. “We purchased this labeling and vision system to ensure that we have the highest-possible-quality label to match our product. We spared no expense to provide quality to our customers, and we ended up reducing our costs at the same time.”
John Lewis is public relations specialist at Cognex, Natick, MA, USA; www.cognex.com.

null