Machine Vision Lighting for Pharmaceutical and Medical Device Inspection

Kazuhiro Umeda
The coronavirus pandemic has highlighted the enormous importance of the pharmaceutical and medical device industries. Machine vision inspection is used extensively in both sectors for a wide range of quality control applications, frequently in high volume manufacturing environments. For example, machine vision is regularly deployed for quality control of syringes, vials, and their component parts. Enormous quantities of these will be needed for the global coronavirus vaccination program, which will ultimately need to reach around 7.8 billion people.
Throughout the wider pharmaceutical and medical device industries machine vision can be used starting from inspecting raw materials all the way up to the finished products and their packaging. Product checks can include size, shape, color, completeness, or the presence of defects or foreign bodies. Packaging inspection ranges from checking fill levels in vials and bottles to ensuring that blister packs are filled. The presence and position of tamper-proof seals can be checked as well as other aspects of packaging integrity. Confirming the presence or absence of labels as well as reading and verifying 1D/2D codes and human readable text are also important. The use of serialized 2D codes on each pack provides traceability from the point of sale back to manufacture. Machine vision lighting is a critical component in ensuring that accurate and repeatable measurements are made when performing all these tasks.
Lighting considerations for pharmaceutical and medical device manufacturing
Machine vision lighting needs to provide the intensity and uniformity needed to generate images that highlight the features of interest with good contrast and signal to noise ratio. These features are determined from the application itself. Factors such as the color, the surface texture, the shape, and the reflectivity of the object being imaged will all influence its interaction with light and therefore dictate which light source form factor and wavelength are most appropriate for the inspection. The geometrical arrangement between the object, light, and camera determines the direction, angle of illumination and the angle of collection of the light by the camera.
Machine vision lighting solutions can be designed depending on the unique needs of each application. Requirements that can apply to pharmaceutical and medical manufacturers include:
- High-speed, high-volume production that requires precise pulsing to “freeze” motion in an image.
- High intensity to clearly capture smaller target information on moving objects such as 1D and 2D codes.
- Lighting for clean-room environments with minimal heat generation to prevent product degradation.
- Consistent levels of intensity and uniformity to ensure good manufacturing practices in quality assurance.
Product quality control
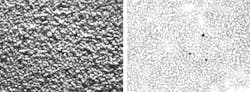
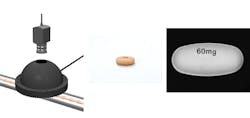
Many pharmaceutical powders can be checked for the presence of foreign material before being pressed into tablet form. Traditional dome illumination provides an even and homogeneous illumination of the powder, and the wavelength can be chosen to provide the optimum contrast between the powder and contaminants. Foreign bodies in solutions in vials can be identified by inspecting the liquid using high intensity directional lighting from a spotlight positioned at the bottom of the vial. Some opaque liquids may be transparent to infrared light, allowing this to be used to reveal contaminants.

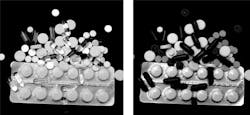
Pressed tablets can also be inspected for dirt or other surface defects using high angle ring lights, which provide bright field illumination. The light from surface texture and features such as scratches and defects reflect away from the camera so they appear as dark features on a bright background. Low-angle ring lights provide dark field illumination, which highlights surface features since the camera only receives light that has been scattered by a defect on the surface. This is useful in several applications such as inner inspection of vial caps, edge inspection, identifying defects in O-rings, and reading dosage and other information imprinted on tablet surfaces.
Packaging inspection

One of the major problems for packaging inspection comes from reflections caused by the packaging materials, making it difficult to obtain acceptable images, especially when the packaging surface is uneven. Traditional dome and flat dome lights provide uniform diffuse illumination to minimize glare and shadows, which make uneven surfaces appear flat, allowing codes and text printed on the packaging to be imaged. Flat dome lights produce the effect of dome lights in a thin enclosure with no hole needed for the camera and occupy less room than a dome light. As with all form factors, the choice of wavelength is important in enhancing the contrast of the print to the background.

In some cases, codes and text may be printed on top of each other and cannot be imaged individually by traditional methods. Shape from shading (photometric stereo), part of the broader multi-shot computational imaging technique, can provide a solution. Individual images are acquired by sequentially illuminating with each segment of a four-segment ring light or square light. Key data are extracted from each image and combine to separate the shape of an object from its 2D texture or surface coloring. This can allow overlaid code and text separation.

Sometimes it is important to view contents inside their containers. To measure the fill levels of transparent liquids in transparent containers with reflective surfaces such as vials, ampoules, and IV bags, a flat light illuminates a container from behind. The liquid meniscus shows clearly as a black line in the image. Sometimes the containers may not be fully transparent, so checking the contents may be possible using wavelengths outside the visible range. For example, some contact lenses absorb UV light and can be imaged inside their packaging using a high output UV line light. Near infrared (NIR) and short-wave infrared (SWIR) light can also penetrate many packaging materials, which makes them important in viewing package contents.
SWIR and hyperspectral imaging
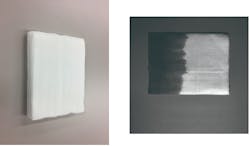
Materials such as plastics and glass can be transparent to illumination in certain regions of the SWIR region of the spectrum. Others like water and lipids show strong absorption at specific wavelengths in this region, which can make them easier to visualize inside the packaging. For example, 1450 nm light can image moisture content in disinfectant wipes. The 1450 to 1550 nm range can also penetrate plastics. For medical products that rely on opaque packaging such as vials and bottles to preserve efficacy, SWIR can be a useful solution to inspect inside sealed products. Recent technological developments have significantly improved the intensity of SWIR light sources compared with those available several years ago.
Another powerful imaging technique is hyperspectral imaging. This combines imaging with spectroscopy using a broadband light source, and since pharmaceutical formulations absorb light at specific wavelengths, images can be produced based on these distinctive “fingerprints.” Hyperspectral imaging, therefore, enables product quality assessment based on chemical composition such as differentiating between similar-looking tablets as well as detecting contaminants and foreign material. Using an appropriate illumination source that provides uniform illumination across the wavelength range in a similar way to sunlight is absolutely critical in delivering high quality results. Traditional white light LEDs are not suitable for these applications because they have a strong blue component, a dip in intensity around 480 nm, and weak red components. Natural light LEDs do have a similar spectral distribution to sunlight and provide a high color rendering index of Ra98. This ensures that the observed color of the illuminated object is very close to nature, making these lights the light sources of choice for applications that require accurate color reproduction.

However, since a greater light output beyond 700 nm is needed for hyperspectral imaging, a single LED illumination source has been developed by CCS that provides a nearly flat spectrum between 400 and 900 nm. The range can be further extended to 1000 nm through the addition of two further LEDs with output at 930 and 970 nm.
High speed imaging
In high volume, high speed applications, pulsing the light at the appropriate rate to prevent motion blur in the image requires using a dedicated lighting controller. Constant current lighting controllers not only allow the lights to be pulsed but also enable overdriving, where the LED is driven in short pulses at a higher current than the specified maximum value to increase the light’s output intensity. This is particularly useful when there is insufficient light intensity under normal operating conditions to obtain sufficient detail in the image. These lighting controllers are available with a choice of output channels to drive multiple lights if required and ensure consistent light output in each pulse, which is a critical requirement for ensuring reproducibility in machine vision measurements. Very fast inspection lines require very fast strobing to avoid motion blur. Machine vision lighting manufacturers have developed high power strobe lights designed for these high-speed inspections. The brightness of these lights ranges from 2 to 10 million lux. When strobed, they are significantly brighter than standard lights. Available in a wide choice of form factors, they provide very high intensity illumination with a response time of less than 1 µs from trigger input to maximum light emission to enable ultra-fast pulsing. The high brightness not only delivers the illumination intensity needed in these very short pulses, but also allows a smaller aperture to be used to improve depth of field.
Machine vision inspection is a powerful tool for the pharmaceutical and medical device industries. Each application needs the right lighting to make the target information clearly visible and enable the inspection to achieve the speed, consistency, uniformity, and accuracy required. With the extensive range of LED lighting configurations available, having the support and advice from machine vision lighting experts is essential to ensure that the optimum lighting solution is achieved.