Is Smartphone-Based Visual Inspection the Future of Quality Control?
Key Highlights
- Modern smartphones offer high resolution and consistent hardware, making them suitable for surface defect detection in manufacturing.
- Using consumer devices reduces costs significantly and simplifies standardization across inspection systems, compared to traditional industrial cameras.
- Managing user expectations and environmental variability remains a key challenge, requiring sophisticated AI algorithms to ensure reliable inspections.
- Ease of use and quick setup enable factory workers without specialized training to perform inspections, increasing adoption and operational efficiency.
- Advances in edge AI and smartphone camera technology are expected to democratize quality control, expanding its application across diverse manufacturing environments.

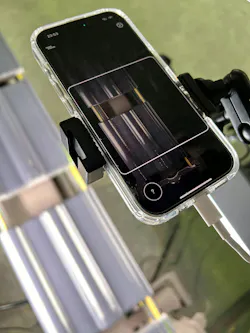
Can an iPhone replace an industrial camera for industrial defect detection?
When we started Enao Vision two years ago, the first question we were asked was: “Why would you use an iPhone for industrial quality inspection?” It’s a fair question. After deploying our AI-based visual inspection system across dozens of manufacturing halls, we have a clear answer: sometimes the iPhone wins, sometimes it doesn’t, and the reasons are rarely what you’d expect.
Making the Case for Consumer Hardware
Modern smartphone cameras are very capable imaging devices. The iPhone 15 Pro’s 48-megapixel main sensor produces consistent, high-quality images under a wide range of conditions. For our use case, surface defect detection in manufacturing, two properties matter most: resolution and consistency.
The resolution is straightforward. At 48 megapixels, the iPhone sensor is more than good enough for most surface inspection tasks. We routinely detect scratches, dents, discoloration, and contamination at levels comparable to what an experienced human quality inspector would catch.
However, consistency is the less obvious advantage. Every iPhone 15 Pro has the same sensor and the same lens. When you buy an industrial camera and pair it with a lens, you introduce variability: different lens batches, different mounting tolerances, different calibration states. With an iPhone, the hardware is identical unit to unit. This lets us standardize our entire software stack on a single hardware device. We often compare it to how Tesla standardised on a single vehicle architecture to iterate purely in software.
In addition, the cost difference is significant. A basic industrial camera setup: camera, lens, mounting hardware, cabling, and an industrial PC with GPUs is expensive. Depending on the application we see prices starting in the lower to mid 5 digits. An iPhone costs a fraction of that and comes with everything built in: camera, processing unit, connectivity.
READ MORE: Six Challenges of Integrating Edge AI into Industrial Vision Systems | Vision Systems Design
The real constraint is not frame rate but product geometry: very wide products that move at high speed, like paper webs or printing lines, are difficult to capture with a single phone camera field of view. For those applications, industrial line-scan cameras that image continuously across the full width of the product remain the better tool.
- Korbinian Kuusisto
Managing User Expectations Is the Biggest Challenge
The biggest challenge is not the camera hardware itself; we found it to be the user's expectations. For example, in theory you can pair an iPhone with the same ring lights, dome lights or backlights you would use with a classical industrial camera setup. But when someone holds an iPhone, the expectation is: it just works! Users want to plug ii in and start inspecting without building a dedicated lighting enclosure.
That expectation puts enormous pressure on the software side. Our AI and image processing algorithms have to compensate for variable ambient lighting, inconsistent angles, and changing factory conditions in ways that a traditional machine vision system never has to as traditional systems always sit inside a controlled light box. Making the iPhone setup work reliably has been one of our biggest engineering investments. It requires a level of algorithmic sophistication that goes well beyond what most people expect from a simple phone app.
Speed is a common question, but less of a limitation than people assume. We have our system running live on a production line with a throughput of 100 milliseconds per part, which works well because our models run on the local GPU. The real constraint is not frame rate but product geometry: very wide products that move at high speed, like paper webs or printing lines, are difficult to capture with a single phone camera field of view. For those applications, industrial line-scan cameras that image continuously across the full width of the product remain the better tool.
Then there are material-specific challenges. Highly reflective surfaces, transparent parts, and materials with complex visual texture all require smart AI to differentiate defects from normal surface variation. Out of the box, no camera—industrial or smartphone—handles these cases without significant software effort. With our algorithms, we have these working reliably, but it takes careful model training and a robust image processing pipeline behind the scenes.
Usability Drives Vision Success
The biggest surprise was not about image quality, but about adoption.
Traditional machine vision systems require a specialist to set up and calibrate the installation. In a small- or mid-sized manufacturer without a dedicated vision engineer, this is a huge blocker. Essentially this means hiring an integrator, waiting weeks for installation, and depending on external support when something breaks. We’ve spoken to dozens of quality managers who bought industrial vision systems that are now sitting unused because the one person who understood them left the company.
On the other hand, an iPhone-based system is something any shopfloor worker can navigate. Our setup process takes hours, not weeks. When a product variant changes, the operator can retrain the system autonomously. This accessibility turns out to matter most in many real-world scenarios.
We’ve also found that the iPhone’s computational photography with features like Smart HDR and automatic tone mapping actually help in some cases. These algorithms were designed to produce good images across wildly variable conditions, which is exactly what a modern factory floor presents. An industrial camera captures a raw, unprocessed image that requires careful exposure control. The iPhone’s software actively compensates for poor conditions, which sometimes produces more usable inspection images with less effort.
A Consumer-Grade Future?
Consumer camera hardware improves every year. The gap between smartphone sensors and industrial sensors continues to narrow on almost all levels. Edge AI processing on mobile chipsets is advancing rapidly, enabling more complex models to run directly on the device. We expect the range of applications where smartphone-based inspection is viable to expand significantly over the next two to three years.
The bigger shift, though, is not about hardware specifications. It is about who can use these tools. When visual inspection becomes accessible to any worker on any factory floor this means a real democratisation of automated quality control. We expect this trend to significantly drive the total volume of automated quality checks. And that benefits the entire industry.
This article was written with the assistance of artificial intelligence.
About the Author

Korbinian Kuusisto
CEO and Co-founder, Enao Vision
Korbinian Kuusisto is CEO and co-founder of the Berlin-based startup Enao Vision. A mathematician by training, he worked as an AI engineer with a strong focus on deep learning and high-performance computing before founding his first company in the industrial space. Working for years with manufacturers across Europe, he deeply understands the realities of the modern production world. At Enao Vision, he and his team use iPhones and AI to make automated quality control accessible to small- to medium-sized manufacturers.